articledetails
Home / articledetails
Heat treatment metallurgy
Heat Treatment
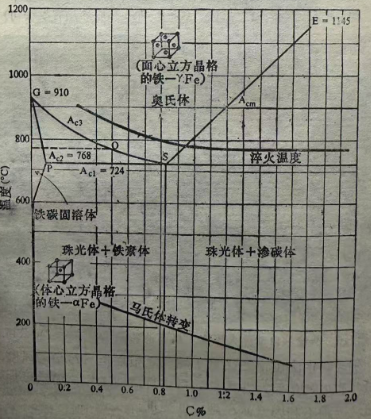
Figure 3.7 is a simplified equilibrium diagram of low carbon steel12. When the temperature is below 721℃, the normal structure of carbon steel with a carbon content of 0.3~0.83% is pure iron (ferrite) + pearlite (pearlite is a mixture of lamellar ferrite and cementite). If the temperature rises above 721℃ (the so-called Ac line), cementite begins to dissolve into the solid solution, and when the Ac line is reached, the entire material is transformed into austenite-a solid solution with a crystal structure completely different from the original ferrite. When the surface is rapidly cooled to 350/200℃, the reformation of the original ferrite and pearlite can be avoided, and the martensite stage can be directly passed. When carbon is rapidly precipitated from the retained martensite, the crystals are interlocked in a fine and hard crystal structure, resulting in a very hard steel Heat treatment metallurgy. This rapid cooling method is called quenching (see §3.2). For high carbon steel (0.8-1.7% carbon), the amount of martensitic crystals increases and the steel becomes harder.
This steel cannot be heated all the way to the Acm line, but should be heated to a lower temperature, such as the quenching temperature, and cooled from this temperature. The required quenching heating temperature is shown in Figure 3.7. If the quenching cooling is not carried out quickly, the material will return to its original structure. Therefore, the cooling rate must not be lower than a critical value. For carbon steel with a carbon content of 0.3%, a strong water jet can just reach the critical cooling rate of the steel. As the carbon content increases, this critical value decreases. Alloying components such as molybdenum, chromium, manganese and nickel will reduce the critical cooling rate. The following two facts are shown from simple metallurgical principles.
1. The heating rate should be fast so that the surface can quickly reach the quenching temperature to avoid overheating of the surface and causing grain growth.
2. Quenching cooling should be rapid and effective so that deeper layers do not form martensite unless they are also cooled at the critical rate.
The relationship between power density, quench depth, heating time and frequency will be discussed later in §3.3. Rapid heating also presents a selection problem, which should be heating time just enough to achieve the required quench depth and to achieve about
3 times the required quench depth in one “heat conduction” cycle. The latter can form a smoother transition zone between the hardened surface layer and the soft center. The power density can be lower and the heating time can be longer to facilitate more accurate time control. Obviously, the details of quenching should be determined by metallurgists.
The steel grade, cooling rate, metallurgical treatment of the metal described above, and induction coil design all affect the depth of the hardened layer. Steel containing 0.45% carbon has good hardenability.
Two other points should be noted from Figure
3.7. Steel at the 0.83% carbon line is in a eutectoid state, which means that when reaching the S point, the Acs line and the Ac line must meet. The transformation from pearlite to austenite is instantaneous, with no intermediate products or localized dissolution states.
Recent Post

65mm round steel medium frequency forging furnace
Mar 27, 2025

Round steel induction heating furnace
Mar 18, 2025

Medium frequency induction heating furnace
Mar 10, 2025

What is a horizontal rolling mill?
Mar 04, 2025
Message
Contact Us
Now!
Call Us
+86-17538889778
info@lyheater.com
0086-17538889778