articledetails
Home / articledetails
Induction heating
Our factory has rich relevant technologies and is an enterprise focusing on the design, manufacture and sales of complete sets of equipment for the metal heat processing industry. This article shows you some insights into induction heating!
§1.2 Principle of induction heating
Originally, Foucault and Heaviside proposed the theory of eddy current and induction heating, and then formed a stable trend of theoretical research work (1,2,0~23). However, this work has not been applied to the improvement of induction heating coils and power supplies, but is only now increasingly understood and applied by people. Including these theories of induction heating, induction heating can produce special heating effects on workpieces of different shapes such as solid and hollow cylinders and flat plates. Heating examples of workpieces of different shapes and metal materials are given, and the relationship between the penetration depth, frequency, resistivity and permeability of induction heating current is explained. The influence of current penetration depth, magnetic field and workpiece size on induced power.
The main basis for induction heating is
the three basic principles of electromagnetic induction “skin effect” and heat conduction.
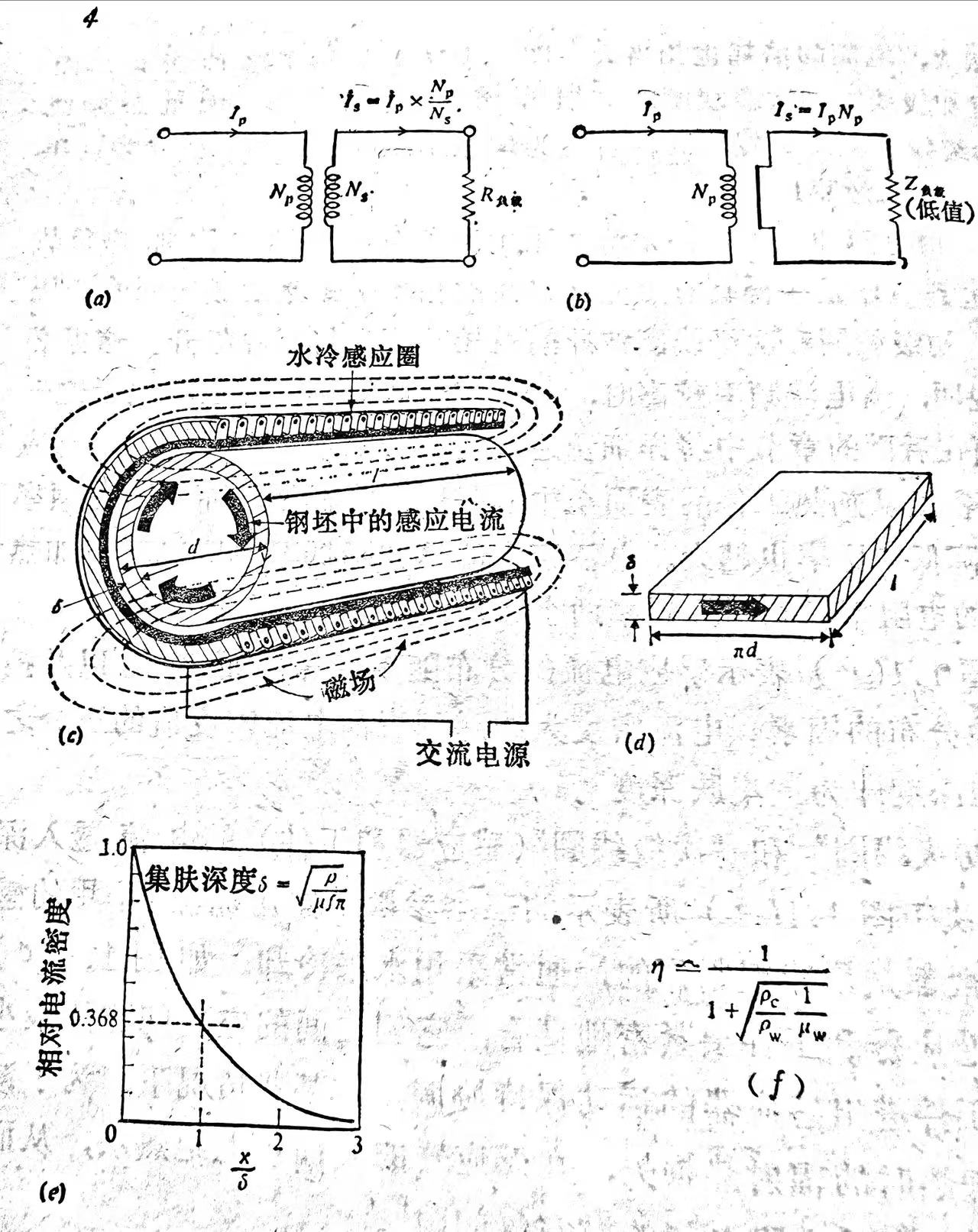
Although the basic concept of induction heating can be represented by analogy to the well-known transformer principle, it is better to illustrate induction heating with a simulated single-turn short-circuited secondary coil. The above concept is shown in the figure of the article with an induction heater and a load. It must be emphasized that this is only a very brief explanation.
The figure of the article shows a simple form of transformer. When the leakage flux is zero, the load current should be equal to the supply current multiplied by the turns ratio of the coil. The losses in the primary and secondary coils are directly related to the losses in the windings. If the secondary coil is regarded as a single turn, the short-circuit current in the secondary coil will be large, the power consumption will be considerable, and the “losses” of the primary and secondary coils will be equal to the power supply power.
Therefore, the coupling of the primary and secondary coils must be made more ideal so that they can be unified into a simple turns ratio. Using the above point of view, the circuit of the cylindrical heating load is regarded as a transformer with a multi-turn primary coil and a single-turn short-circuited secondary coil, and the primary and secondary coils are separated from each other by a small air gap.
It must be explained here that when the current frequency is high, there will be a “skin effect”. The induced current density gradually decreases from the surface to the center of the heated workpiece, and the higher the current frequency, the greater the rate of decrease. This rate of decrease in current density also depends on the two physical quantities of the resistivity and relative permeability of the heated material. The distribution of the induced current varies with the penetration depth and the factors that control the current distribution.
The depth at which the current density drops to about one-third of the surface current density value is the “skin depth”. The current penetration depth of the “primary coil” and “secondary coil” (inductor and workpiece) depends on the inductor used for induction heating. Generally, it is made of copper and is usually cooled by water, as shown in the figure. The inductor and the workpiece should be tightly coupled, and the minimum value of the air gap between them should be coordinated with the movement of the workpiece in and out of the inductor. In some cases, in order to reduce the radiation heat loss when the workpiece is heated, an insulating layer is wrapped on the surface of the inductor, thereby increasing the “air gap” between the workpiece and the inductor.
The figure in the article shows an equivalent short-circuited secondary coil formed by the skin layer, whose resistance value depends on the size of the workpiece. It can be seen from the figure that the equivalent circuit can be regarded as a thin plate, and its size depends on the diameter of the cylindrical steel part. The main purpose of this consideration is to maximize the heat consumption in the heating of the workpiece (load) and minimize the heat loss of the inductor, that is, to design the most efficient inductor. The accompanying figure gives an idealized relationship between the efficiency of induction heating, which shows that the efficiency of a load with high resistivity and high magnetic permeability (i.e. steel) can be close to 100%.
Recent Post

65mm round steel medium frequency forging furnace
Mar 27, 2025

Round steel induction heating furnace
Mar 18, 2025

Medium frequency induction heating furnace
Mar 10, 2025

What is a horizontal rolling mill?
Mar 04, 2025
Message
Contact Us
Now!
Call Us
+86-17538889778
info@lyheater.com
0086-17538889778